
Choosing the Right Tungsten Electrode for Better Welds
Selecting the right tungsten electrode is one of the most important steps in achieving consistent, clean, and reliable TIG welds. Your choice of alloy, diameter, and tip shape directly affects arc stability, starting performance, heat control, and overall bead quality. This guide breaks down each tungsten type, how to size it correctly, and the best tools for prepping your electrodes — helping you weld with more confidence and more precision.
Why Tungsten Matters in TIG Welding
Tungsten’s extreme melting point, high strength, and excellent electrical conductivity make it the perfect electrode material for TIG and Plasma Arc welding. Because the electrode doesn’t melt during welding, it must maintain its shape, carry heat efficiently, and release a smooth, stable arc. The better your tungsten is matched to your welding setup, the easier it becomes to control your puddle, prevent contamination, and lay down better welds with less rework.
Understanding Tungsten Alloys
Modern tungsten electrodes come in a variety of rare-earth blends, each color-coded so welders can quickly identify their alloy and use. Rare-earth doped tungstens offer better arc starts, improved point retention, and longer life compared to pure tungsten.
Pure (Green) is traditional for older AC aluminum welding, forming a natural balled tip. Ceriated (Orange/Grey) performs extremely well at low amperage and provides smooth starts for thin stainless, tubing, and precision work. Lanthanated (Black/Gold/Blue) has become the universal favorite thanks to its excellent AC and DC performance, strong arc stability, and long service life. Thoriated (Yellow/Red) still delivers exceptional DC performance but is used more selectively due to health and safety concerns. For aluminum on AC, Zirconiated (Brown/White) offers a clean, stable ball and low contamination. Rare-Earth Hybrid (Sky Blue) blends multiple oxides to deliver outstanding all-around performance on both AC and DC with strong point retention and excellent arc control.
Selecting the Correct Alloy and Diameter
Choosing the right tungsten starts with understanding your material, amperage range, and the type of current you’re running. Rare-earth alloys like lanthanated and hybrid blends offer the widest performance range, while ceriated is ideal for low-amp DC work and zirconiated excels on AC aluminum. After determining the proper alloy, select the smallest diameter that can safely carry your amperage. Smaller tungsten provides better puddle control and a more focused arc, making it easier to weld thin materials and produce cleaner, tighter beads. The right combination of alloy and diameter ensures stable starts, consistent heat, and predictable weld performance.
Choosing the Right Tip Shape
Tungsten tips come in three main shapes: balled, pointed, and truncated. Each serves a specific purpose.
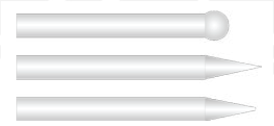
A balled tip is used primarily for older AC sine-wave or conventional square-wave machines and works best with pure or zirconiated tungsten.
A pointed tip delivers precise arc control and is ideal for DC and modern inverter AC welding, especially on thinner materials. However, pointed tips are not recommended for high-amp work because the tip can overheat and shed into the weld.
A truncated tip — a pointed tip with a small flat ground on the end — is the most versatile geometry, offering excellent durability at higher amperages while maintaining strong arc focus on inverter machines.
Grinding Tungsten Correctly
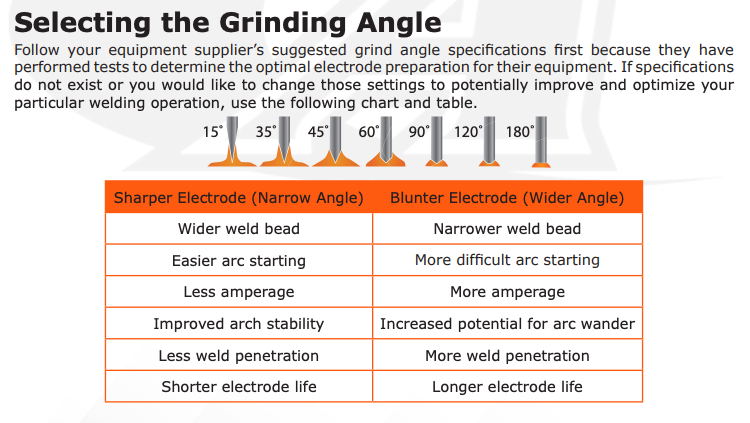
Proper tungsten preparation is essential for consistent results. Always grind your tungsten lengthwise, so the grinding marks run parallel with the electrode. This prevents arc wandering and helps maintain a stable, focused arc. The taper should generally be two to two-and-a-half times the electrode diameter, and you can add a small flat at the tip for higher amperage applications. Consistent prep leads directly to smoother starts, cleaner puddles, and more predictable weld penetration. Take a look at our chart on Selecting the Grind angle:
Shop-Ready Tungsten and Tools — All Available at Arc-Zone
Every tungsten type described above is available at Arc-zone.com, from pure green to high-performance rare-earth hybrids. We carry all major diameters and lengths so welders can find the exact electrode for their material, machine, and process. But even the best tungsten won’t perform well without proper grinding and prep. Which is why fabricators around the world rely on our industry-leading Sharpie™ tungsten grinders.
The Sharpie™ DXCL — Precision Tungsten Grinding Made Easy
The Cordless Sharpie™ DXCL Tungsten Grinder is a beautifully built, hand-assembled tool designed for welders who demand accuracy and consistency. With diamond-ground tapers, precise tip flats, and clean tungsten cuts, the Sharpie™ makes it easy to achieve the ideal geometry for your application. Its adjustable 15°–45° grind angle covers everything from fine tips for thin stainless to truncated tips for high-amp aluminum.
Built with a genuine Milwaukee M12® motor, industrial-grade double-sided diamond wheels, and precision-machined components, the Sharpie™ is engineered for years of heavy-duty use. It accepts .040″, 1/16″, 3/32″, and 1/8″ tungsten electrodes, with a heavy-duty wheel recommended for continuous 1/8″ grinding. Each machine is assembled by hand in our Vista, California facility — ensuring quality you can trust on every job.

Why This Matters
Tungsten selection and preparation directly influence your weld quality, arc stability, and overall efficiency in the shop. When you choose the right alloy, size, and tip shape — and pair it with consistent grinding — you reduce contamination, improve heat control, and create cleaner, stronger welds with less rework. The right tungsten setup isn’t just a technical detail; it’s the foundation of dependable TIG welding. Whether you’re building precision components or tackling everyday fabrication, proper tungsten selection and prep make the difference between fighting your arc and welding with confidence.


